







源鵬電子價格美麗-五金沖壓模具加工廠家-五金沖壓模具加工
東莞市源鵬電子科技有限公司
經(jīng)營模式:生產(chǎn)加工
地址:廣東省東莞市虎門鎮(zhèn)雅瑤工業(yè)區(qū)東一路11號
主營:研發(fā),產(chǎn)銷:電子配件,電子產(chǎn)品,端子,五金配件
業(yè)務(wù)熱線:0769-81551406
QQ:389629731
產(chǎn)品詳情 聯(lián)系方式
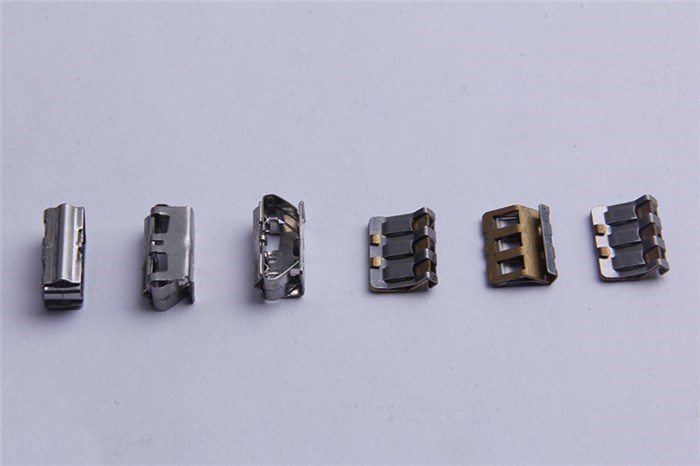
源鵬五金沖壓模具,專業(yè)值得信賴
排樣原理:一根料帶經(jīng)過沖孔落料壓毛邊拉伸抽蕊彎曲成形各個工序,后形成產(chǎn)品的過程,現(xiàn)在你做的如何組織這些工步,哪個在后,總共要多少工步,各工序之間互相調(diào)協(xié),使其承前繼后,合情合理排樣設(shè)計:步驟如下:確定產(chǎn)品展開尺寸后,根據(jù)產(chǎn)品的毛邊方向,確定沖裁和成形方向,邊要求時一般不受限制;若產(chǎn)品上有毛邊方要求時,這時一定要注意它的沖裁和成形方向:向下還是向下成形)沖孔毛邊留在刀口面,落料毛邊留在沖子面:一般機箱外殼類零件出于使用美看和安全性能要求,其毛邊要留在產(chǎn)品的里邊(成形的內(nèi)邊)如果圖紙上有毛邊要求時,則要按要求去做,沒寫毛邊要求應(yīng)盡量讓毛邊留在裡邊,若成形更方便,也可留在外邊。
源鵬五金沖壓模具加工更加專業(yè)的設(shè)計技術(shù),更專業(yè)的排樣,值得信賴。







源鵬五金沖壓模具加工,減少落屑
間隙究竟放在沖子上還是刀口上呢?對於沖孔,間隙放在刀口上,對於落料,一般以凹模為基準(zhǔn),間隙放在沖子上;在連續(xù)模中一般是沖產(chǎn)品以外的廢料部分,相當(dāng)沖孔,因此間隙放在刀口上,對於單邊切斷型,相當(dāng)落料,其間隙放在刀口上,不過這種形式,也可以不放間隙;在沖孔落料復(fù)合模中,一般凸凹模,內(nèi)外脫共用,因此存在間隙回屬問題,一般以凹模(又叫母模)為基準(zhǔn),凸模(又叫公模)單邊負(fù)多少.至於內(nèi)外脫,其間隙一般以公母模來相配合。至於這個間隙要不要畫出來因各廠習(xí)慣而羿:有的廠不畫出來,沖子和刀口一樣大,隻是在刀口旁邊加注解說明如:下模入子:單+0.01 T=25.0SKD11 刀口深2.0以下斜1.0%%d落屑;而有的廠要求直接畫出來,隻須寫刀口直線位落屑斜度沖子:單+0.0 L=50.5 SKD11下模入子:單+0.01 T=25.0SKD11 刀口深2.0以下斜1.0%%d落屑。

源鵬五金沖壓模具加工,專業(yè)入子
入子的目的:其主要目的是方便維修:由於許多精密五金件大都有毛邊要求,不得超過其規(guī)定值,而模具在沖壓一段時間后,沖子和刀口因經(jīng)常互相磨擦刃口發(fā)生鈍化,變得不鋒利,導(dǎo)致毛邊加大.如果做入子,發(fā)現(xiàn)哪裡毛邊偏大隻需把該處沖子刀口折下在刃口磨0.2~0.5,再在其背面墊上相應(yīng)厚度的墊片即可.如果不做入子,那麼整個模板要折下來,再在刀口面磨一定的高度,這樣維修起來比較麻煩且降低模具的壽命;另外在連續(xù)模和工程模中,那些易崩裂的刀口和產(chǎn)品上某處尺寸要求很嚴(yán)時,可在該處做入子,這樣方便維修.不過,并不是所有的模具做滲透子,因為一做入子,模具的成本,將會增加1.5~3倍,因此具體情況還要看產(chǎn)品的要求精度以及生產(chǎn)批量和模具類型。


楊先生先生
手機:13694922701
地址:廣東省東莞市虎門鎮(zhèn)雅瑤工業(yè)區(qū)東一路11號
電話:0769-81551406
傳真:0769-81551406
網(wǎng)址:www.13376876276.com.cn
最新信息




